50
第四章 風車翼片的製作
這一章就真的要開始教各位如何製作風車翼片了!!在開始製作之前,請先確定您依據前章所設計的風車轉子的轉速和您選用的發電機的運轉速度匹配無誤。
請複習一下表1.3並選擇您需要的輸出功率(瓦特數)和相對的風車直徑。選擇尖端速度比率及其匹配的發電機轉速和其它設計上必需考慮到的參數。請依據表3.3及3.4選出不同的尖端速度和風車翼片的形狀。如果您的電腦試算表應用、有輔助應用軟體或是數學還不錯的話,您可依照公式或是電腦軟體計算和設計出您自己的翼片。
警告在先!!! 老話一句 - 安全第一!!!
風車翼片是風車所有組件中承受最大作用力的部件。如果翼片斷裂,斷裂的翼片有可能在空中飛的很遠掉下來砸傷人或是造成很大的傷害。而事實上,幾乎所有種類的風車都發生過翼片斷裂的事件,所以製作的翼片的安全性非常重要。如果您想要在開放空間架設風車,周遭100公尺以內有路徑或是住民的居所,您的風車翼片不夠堅固是不可以的。
在亂流區中廻轉力是小型風車轉子的最大威脅。高速轉動的風車轉子為了正對風向而產生的左右搖擺動作引發廻轉力作用使得風車翼片每次發生左右轉動時翼片都會被前後的劇烈扯動。除非翼片固定的非常牢靠,否則翼片很容易發生斷裂而飛出去。
翼片重量
越重的風車葉片轉子比輕的風車葉片轉子難以啟動,但是重的風車葉片轉子轉動後也比較難停下來。重翼片產生的額外慣性並不會造成能量損失,但是如果風車葉片轉子未啟動狀態,突然遇到比平均風還高的強大陣風將風車轉子啟動時,對風車葉片轉子是很不利的。
重的翼片所承受的離心力和廻轉力較輕的翼片大,直覺上重的翼片其強度較高而事實上增加翼片重量會提高一點強度(有時不會),但是提升效果是有限的。所以請分清楚是提高翼片強度而不是增加翼片重量。當然製作風車翼片其強度/重量比值是很重要的一個參數。因此,尖端輕而基部堅固的翼片的壓力才會最小。
翼片材質
木頭可能是一次成形法製作翼片的最佳材料,主要是因為木頭具備重量輕、結構強度高、易加工以及低材料疲勞特性。一般金屬材料(尤其是鋁)都可以做的很薄,鋁的重量也很輕,但是金屬材料都容易金屬疲勞現象。鋼鐵太重、塑膠很適合用於製作翼片、玻璃纖維樹脂則是最普遍使用的材料。使用玻璃纖維樹脂製作翼片是採用模子鑄造後削整打磨的方法。如果只做一台風車的翼片,這種方法不會很適當,而且其加工時間也沒有比較省。厚片塑膠則是採用彎曲褶繞的方式將它被覆在翼樑上的方式逐段製作翼片。
圖、倒塌及翼片故障的風車
本章介紹的是採用切削法製作木頭翼片。重量輕的軟木是最好的首選材料。儘可能選擇木紋緊緻的木材,因為木紋緊緻的木頭的節結(節結是指樹木分叉生長的地方,節結使得木頭的結構強度減弱)少,比較不會斷裂。當您把規格尺寸畫在木頭上時要避開節結。避免使用樹幹外側的邊材,邊材的質地疏鬆而且密度比心材低也不均勻。邊材結構較差所以利用性比較差,可是它的節結最少,真是兩難的選擇。同一棵樹的邊材的顏色比心材淺,是判斷邊心材的方法。注意!!如果您的三片翼片其中一片用了邊材,那麼最後的平衡就難搞了。所以三片翼片選用的木材一定要均勻。邊材製成的翼片在遭受強大的離心力時會有外擴的現象,外擴的翼片不但會產生不平衡問題而且還會破壞表面的油漆保護層。
圖、木頭的邊心材、節結、木紋與結構
製作翼片的木頭要經過良好的乾燥程序,確保製作好的翼片不因環境的潮濕或水氣等因素導致嚴重的變形。樹種的選擇方面,奧瑞崗松木(Pine)是首選但是很貴。在英國的話,有時候會有教堂淘汱的長板椅二手貨木料,也不錯。椴木(Bass)也是常用的材料。熱帶森林出產的柳安木(Meranti)質輕結構佳再好不過了,問題是一點都不環保。在台灣的話,所有的木頭都是破壞世界各國森林的進口產物。特力屋只有夾板和一些做擱架的木板。想碰運氣的話就到小鄉鎮附近找找有沒有二手木材舊貨場。
想知道每種材料的特性嗎?請參考下表:
表、主要風車翼片材料的特性
材料 | 種類 | 比重 | 抗拉強度 (kg/cm2) | 彎曲強度 (kg/cm2) | 備考 |
木材 | 松類 | 0.3~0.5 | 300~500 | 1,000~3,000 | 一片完全乾燥 |
檜類 | 0.3~0.5 | 300~500 | 900~1,600 | 同上 | |
松系積層材 | 0.54 | 900 | |||
檜系積層材 | 0.67 | 1,300 | |||
強化材 | 1.35 | 3,400 | 真樺 | ||
塑膠 | 聚苯乙烯 | 1.05 | 140~350 | 280~800 | 高衝擊性 |
ABS樹脂 | 1.04 | 450~500 | 660~750 | ||
聚丙烯 | 0.9 | 350~500 | 420~500 | ||
聚碳酸酯 | 1.2 | 630~750 | 800~900 | 一般用 | |
FRP | 1.6 | 2,500 | 3,000 | 一級 | |
Kebler | 1.4 | 9,400 | |||
非鐵金屬 | 鋁2024 | 2.7 | 4,800 | 航空用 | |
鋼 | 鋼4340 | 7.8 | 19,000 | 高張力鋼 |
50
有些人應用集成材做翼片。集成材(圖)是把一塊塊的木頭中間塗佈膠水粘著經高壓烘乾等程序製作而成。在原木日漸缺乏的現代,集成板也是可以用於製作風車翼片的。集成板是用木板高壓而成,所以壓合的木板質地、種類、結構等可能因製造商不同和材料不同使得集成板的品質有些差異。挑選壓合木材材質要好的集成板是使用集成板做翼片一定要注意的。製作時集成板的紋理要和風車翼片平行,平行紋理和翼片受力方向相同,才能承受作用力。製作用的膠著劑要用具防水功能的膠水。例如:環氧樹脂(epoxy)。
圖、集成材和膠合板的差異
薄的三夾板也可以用於製作內部空心的組合式翼片(圖)。如果要製作很大的翼片,木頭材料就不太適合。
如何切削一組風車翼片
以下章節將一步驟一步驟以比較詳細的敍述說明如何製作一組三片式、直徑23.公尺、尖端速度比率 = 5.5的風車翼片。您可以應用前面章節的表格和製作技術,改變翼片尺寸做出不同尖端速度的翼片。
工具
您需要的工具如下所列:
鋸子:平板鋸、弓鋸是最陽春的。小型手提線鋸、圓鋸或是直立型的線鋸機最好有可以減低勞力負擔。
鑿刀、木槌、刨刀
刮刀(選配)
游標尺、指北針、角尺
捲尺、直尺、筆、水平儀、電鑽
圖、製作風車翼片會用到的小工具
請保持您的鋸子、刨刀、刮刀、鑿刀、鑽頭是銳利的,準備塊磨刀石三不五時把工具拿出來磨一磨,不利的工具用起來很吃力而且工作效率極低。刨刀和鑿刀等需要調角度的工具精度要高些,避免刨壞翼片。用磨刀石在刀片邊輕輕的滑動維持刀片的鋒利,不要亂用力會磨壞刀刃。最後把刀刃在砂紙或是硬皮上來回摩擦保持刀刃的利度。
對木板進行加工時用C型夾牢牢的將木板固定在工作桌上。加工動作時一定要和木紋同方向,防止不順紋時用力過猛把木板弄斷。如果加工過程發生晃動不穩或是卡住的情形,把工作位置移到邊緣來進行。沿邊削切的動作比較容易控制力道。
材料
三片長1150mm *寬150mm*厚50mm的木板
二片三夾板做成的直徑300mm的圓板,級次要exterior或是marine級。Marine級的三夾板指的是用北美落葉松(Western Larch)或是道格拉斯冷杉(Douglas Fir)材料製作的,膠結劑要用防水膠。Exterior級次和marine級差不多,差別是夾層中容許節結孔存在。台灣的三夾板好像沒人知道有分級。
適合葉轂的螺栓
鍍鋅平頭木螺絲48根,規格40*4mm
表4.1翼片的5個翼段的個別尺寸
翼段
寬度(mm)
落差(mm)
厚度(mm)
1基段
145
50
25
2前段
131
33
20
3中段
117
17
18
4後段
104
10
15
5翼尖
90
5
11
如果您有刨床那是最好不過的。有刨床時先把三片木板放進去刨一刨把不平彎曲表面刨平,讓木板變的又直又平。不用擔心會刨過頭使得翼段厚度不夠,因為三片一樣變薄不會影響最終翼片品質。
步驟1、粗分翼段
把翼片的五個翼段清楚明白的依照每段230mm的距離在木板標示出來(圖4.1)。先沿邊把每分段點標示出來,再將分段點連接,木板的側邊和背面都要直尺畫出來。檢查一下木板生長情形及方向性,確定木板左端為翼段的第一段(基段),右端為第五段(翼尖)。
步驟2、畫出尖錐形翼片
在靠近體側的木板側邊(木板內側)當做基線,點出每個翼段的翼寬,然後把分段點用筆畫成直線。如果線畫好後發現木板內側有節結,那麼就把木板翻過來,切削時會把節結去掉,不會影響翼片強度。確定翼片形狀用鋸子鋸掉多出來不要的部份。鋸的時候一定要鋸的直、切面要平、轉彎要正。有線鋸機可以鋸的比較平。
鋸好的木板先用眼睛檢視木板的切面是否平順(圖4.1)。將木板順時針方向轉動,看看邊緣是否平直。再用水平儀在木板上平行的移動,檢查每一個面、翼段及內側側邊是否平直。如果發現沒有平直就必需用刨刀將它刨平。
圖4.1、翼形的裁切
圖、翼形裁切實例
歩驟3、翼面旋轉角度的裁切方法
將切好翼形的木板旋轉正面朝上至前沿在後,後沿在前,即正面依然朝上而翼尖在左側基段在右側。請注意!!!是用旋轉方式而不是直接把粗翼片翻轉過來。在新斷面上把5個翼段分別標示畫線(圖4.2A)。
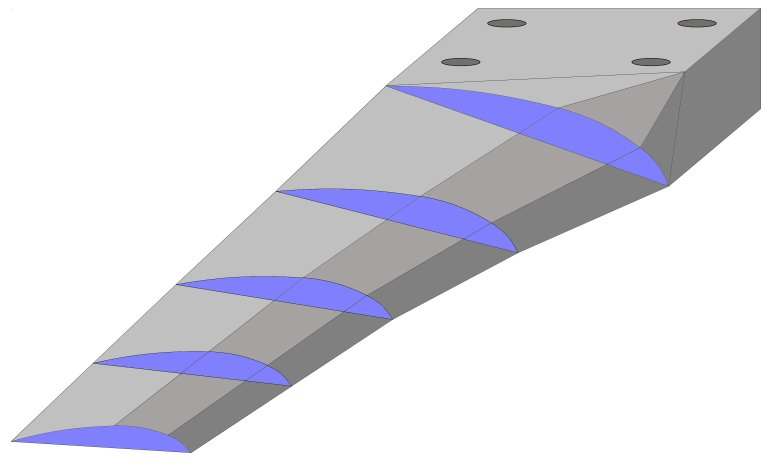
圖、程式計算所得的翼片扭轉(twist)及模擬圖
按照表4.1所示的五個翼段的落差點及距離分別標示於粗翼片後沿的翼段分段線上(圖4.2B)。落差距離即是每一翼段的設定角角度。將落差點從前段至翼尖橫向畫出一條直線分成上下兩部份。鋸子、刨刀或刮刀等工具將上面部份(正面)削除。削除後的正面是未來翼片的受風面,無論如何要削的常平整。檢查是否平整的方法是拿一把直尺立直將其兩端分別對準前後沿,從基部掃至翼尖検查是否尺的底部與翼片正面密合沒有起或下陷的情形。若有不平的地方就一定要打磨至平整。在第一(基部)與第二(前段)中間的段分隔線上,往基部方向100mm做向上的斜面。其餘部份則保持原來平面不需切削,保留用於翼片與葉轂固定用。(如果您是個大一點的翼片,可利用線鋸機一次搞定。
圖4.2、翼片彎曲面(設定角)的裁切步驟
54
圖4.3、翼片厚度的裁切
步驟4、翼片厚度的裁切
將翼片翼尖在左側基段在右側擺放,此時翼片正面朝上而且後沿正對著您。下一步驟則是依照表4.1每翼段厚度在後沿柰示出來並畫成一條切割線,將背面多餘的部份移除,如此每翼段才會有正確的厚度。
首先將翼片的前沿依照每翼段厚度標示在分段線上,然後沿水平方向將各點連成一條線。然後將翼片翻轉成正背面朝上,重覆翼段的厚度標示程序將另一條厚度線畫出來。如此前後沿各有一條厚度線(圖4.3),這條線是標明要去除多餘木頭的位置。所有的線畫好後,將翼片正面朝下固定好,將多餘的木頭削除宜到接近您所畫的厚度線。當您接近厚度線時,請用游標尺檢查每一翼段的正確厚度。仔細用長度單位公釐(mm)量測實際厚度及需要移除的厚度,並用筆寫下每一翼段需要移除的厚度。然後繼續進行刨削動作,直到厚度誤差在0.5mm以下才算完成。
如果您沒有游標尺的話,您可以用兩片三夾板或是鋁片用顆螺絲把兩片板子固定,就可以代替游標尺。
基段部份和正面一樣不進行切削工作,目的是留下平整的厚度以備與葉轂固定時使用。
圖4.4、翼片流線型定厚度及定角度用工具
步驟5、打磨成流線型翼片
完成步驟1到4的加工程序後,您應該已經有一片一頭尖一頭大的尖錐形帶有彎曲設定角和正確厚度的翼片粗坯。這個翼片粗坯只是一片兩邊平行的四邊形(圖4.5),基本上還不太合乎氣體動力學。最後一階段就是要利用打磨的方法將翼片打磨成流線的機翼型翼片。
圖4.5、翼段的縱剖面圖及切削成流線形的移除部份
從翼襟(長斜邊)開始將多餘的木頭刨掉。先將背面(注意!!不是受風的正面)的木頭刨掉,使翼襟與正面夾角正好為20度。使用定角器(圖4.4)檢查翼襟角度是否是在20度,翼襟邊緣寬度是否達到小於1mm的要求。買不到定角器的話,您也可以自己做一個(圖4.4)。
在粗刨完成基本的流線型翼片後,您需要用打磨機或是砂紙將粗坯的流線型翼片打磨成光滑的機翼型翼片。打磨時請小心不要把磨過頭把要求的厚度都磨掉了!!!因為是磨成兩邊薄中間厚的流線型翼片,因此當初每一翼段所訂定的厚度就變成一個點而不是全部都是一樣厚。所以,最厚的位置是定在從前沿算起弦長35%的點。請將每翼段的最厚點畫出並連成一線。打磨時以此線為基準不要把它磨掉了。
一遍遍來來回回的打磨刨削多餘的彎角,一面磨一面用手掌觸摸翼片的表面是否平順或是利用燈光照看表面有沒有不平整造成光影出現的方式檢視打磨情形。您可以用砂紙磨也可以用電動打磨機打磨,或是用小而利的刨刀都是不錯的工具。這個步驟需要的不是速度而是耐心,慢慢的磨,才磨的出最完美的流線型翼片。
步驟6、組裝翼片
請確定每片翼片的基段厚度都是一樣的。如果厚度出現厚度不一樣時,請將最厚的那一片打磨成一樣厚,否則無法固定在葉轂上。厚度的精確度不用很高,因為這部份影響不會很大,而且久了會差不多。
因為是三片式風車,每片風車葉片夾角為120度,所以翼片基段部份要裁切掉成120度的固定角度,這樣子三片葉片才能緊密的接合在葉轂上(圖4.6)。做法是先找出翼片基段部份翼寬的中心點,然後用量角器量兩邊各量出60度角,畫線至前後沿。接著沿線將三角型區塊鋸掉,鉊掉後的翼片底部就會呈現一個120度的尖角。三個120度角的翼片就可以緊密的接合在直徑300mm的三夾板圓形葉轂上。在翼片上152mm位置做記號,可以協助您標定出葉轂圓盤的中心點。
圖4.6、翼片與葉轂的組裝
在兩片三夾板盤上鑽洞,一片翼片上用8根木螺絲比較恰當,因為風車高轉速的作用力是很大的,沒鎖緊會導致翼片脫落。沒有事先鑽螺絲孔的話,木頭質地太緊密也太厚,螺絲會鎖不上去甚至斷掉就麻煩了。檢查三片葉片的夾角是不是分別都是120度,沒有大小邊的情形。方法是用條繩子量量看第一片的翼尖到第二片的翼尖的距離是否和類推的兩片葉片的距離相等,這是確定120度角的最好方法。有時候在固定翼片時螺絲受力不平均會造成葉片歪斜的情形,因此在確定夾角的同時,您也要檢查平放在工作桌桌面上組合完成的風轉子的三片翼片的翼尖是否都在同一平面上。三片翼片位在同一平面上才可碓保風車轉子轉動時候翼片運動軌跡是相同的且位於同一平面。如果三片翼片的運動軌跡不在誤差5mm的同一平面上,會產生所謂動力不平衡現象。動力不平衡會產生噪音、振動、搖擺、功率下降以及機械組件易損壞等負面作用。
58
鑽螺絲孔時,電鑽與板面垂直輕輕的向下壓。鑽的時候要握穩電鑽避免歪斜而鑽出一個大洞。
當您需要把葉片從葉轂上取下時,請標示好每個翼片和螺絲的相對位置,確定塗完油漆後再次組裝回去的位置是原來的位置。您可以用電鑽在翼片鑽一兩個小洞做為翼片相對位置的標示記號。
其它木頭翼片製作的說明
因為上述的6大步驟是針對3片式風車翼片的製作程序,所以沒有辦法包括所有種類的木頭翼片的製作細節。以下對其它木頭翼片製作略做補充說明:
兩片式風車的翼片可直接用一片木頭切削成型(圖4.7)。兩片式風省掉做葉轂的部份,它的構造簡單又堅固。
兩片式翼片的基段可以不做切削完全的保留,只要鑽孔後就可以直接固定在發電機的皮帶輪上。翼片中心部位要鑽一個比較大的孔當做固定發電機皮帶輪的轉軸。固定轉軸的螺帽鎖緊後要用粘膠將它粘住或是鎖兩顆螺絲,避免轉動時螺絲鬆脫造成翼片脫落。

圖、完成及組裝後的二片式風車及三片式風車
圖4.7、單片式二片式風車葉片
基段加厚的鯺狀板
從電腦輸出的側面圖(圖3.14)或是從側邊看看自己做的翼片,您會發現基段的設定角造成高低差有點不像話的誇張。
圖、翼片尺寸越大則基段的弦越長、設定角越大、厚度越厚
60
如果您是用木頭做的翼片,翼片會變的和上圖一樣又厚又重又非常浪費木頭,更慘的是沒有CNC車床時您會削翼片削很久很久,累個半死。簡單的解決方法和上圖一樣利用裁切下來的小木塊用膠水粘在基段上,粘成像魚鯺的鯺狀板再來切削出翼襟的角度增加弦長。正面也是先做出鯺狀板以便增加設定角後再裁切。
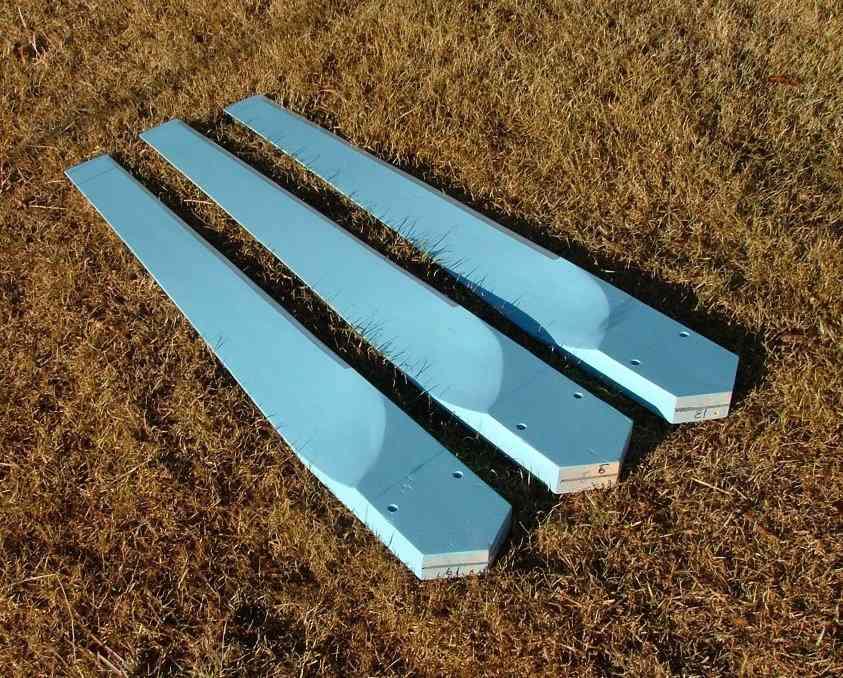
圖4.8、翼片前沿的保護
翼片油漆保護與翼片平衡
翼片以高尖端速度旋轉易致翼片材料產生風蝕而損壞,所以翼片的前緣需要做特別的保護(圖4.8)。可使用環氧樹脂塗料或是”前沿保護專用貼紙”貼起來。前沿保護專用貼紙使用方便、撕貼都容易、可定期更換。用法是油漆塗好後才貼上去。
(吳子曰:前沿保護專用貼紙是1-2人乘坐的輕型螺旋槳飛機螺旋槳前沿保護專用的貼紙,因為台灣沒有私人小飛機在天上飛,所以在台灣您大概買不到吧。買3M的汽車防熱抗爆貼紙不知道行不行!!哈哈)。
如果您使用環氧樹脂塗料,您需要先把前緣刨去3mm的厚度,然後用環氧樹脂和鋁粉(其它類似填料也行)的混合強化補土把去掉的3mm補回去以增強抗風蝕能力。一般的聚酯類樹脂(台灣叫做補土)的抗風蝕能力不強。樹脂的用法和貼紙相反,必需要先在塗油漆之前使用。
油漆
仔細的上底漆,然後塗數層亮光漆。在塗最後一層之前,用水磨細砂紙或是打磨機仔細抛光再塗上油漆。一般家庭用的亮光漆看起來不怎麼高科技的感覺,不過它比環氧樹脂好而且亮晶晶。
環氧樹脂類油漆是100%防水的,這是最大優點也是缺點。優點是100%防水,缺點是木頭翼片裏面的水跑不出來,其它類的油漆則可以讓水份通過,木頭可以”呼吸”。假設您的翼片受到內傷,例如鎖螺絲時多多少少會將螺孔附近的環氧樹脂層擠破,水就有機會從這裏滲進去。滲進去的水藉翼片旋轉的離心力向翼尖運動而積在裏面使得木頭吸水膨脹,脹過頭後翼片就爆裂。在紫外光下,木頭自然分解消失的速度比油漆快。受自然風化的木頭有時候看起有一股歷盡滄桑的美感 – 風車大師Hugh Pigget如是說。
平衡
翼片間的平衡是非常重要的一件事。平衡的調校重點是一定要把重心調整至風車葉片轉子的正中心,也就是旋轉轉軸的中心點。以靜止不動方式所調校出來的重心稱為靜平衡。並不需要做動態平衡的調校,動態平衡的目的是確定第二片翼片行徑的軌跡會照著第一片的軌跡運動,第三片則依循第二片軌跡運動。因為風車翼片與轉軸互相垂直,從側面看整個翼輪看起很窄,所以掃過的面積很窄,這麼薄的空間範圍對動態平衡影響不大,因此平衡調校只需要做靜平衡即可。
平衡調校工作最好是在室內進行。如果您是在一個很大的空間裏進行,要確定沒有亂七八糟的氣流,才不會影響調校工作的進行,尤其是大尺寸的風車轉子更易受氣流影響。
小片的鉛片是調校平衡的最佳平衡重物,資源回收場可以買的到。因為平衡調整需要加重物,而鉛是密度最大的金屬,質地又不是很堅硬,容易塑形,所以很容易塞進凹槽內或是鑲貼在表面。台灣到處都有汽車四輪定位或是賣輪胎的地方,這些地方用於校正輪胎的平衡物也是小鉛塊,找不到的話可向這些地方取得。
62
最簡易的調校靜平衡的方法即是將三葉風車轉子的中心點放在一個穩固的平衡台上。平衡台的製作方法是將一根100mm鐵釘釘入一塊木頭上,木頭底部再墊一塊大一點的木板,搞定之後把鐵釘磨尖就成了(圖4.9)。操作的方法就是把葉轂的中心點對準鐵釘尖端即可。
圖4.9、平衡座與中心定位鋁片
另外取一片鋁片,形狀尺寸如圖4.9所示,在中心點打一個記號並畫一條中心線並於距中心點兩側對稱25mm位置各鑽一個螺絲孔。螺絲孔的定位要精確一點。在螺絲孔相對的葉轂位置上也鑽兩個孔,將螺絲鎖入孔內確實的將轉子和鋁片的中心點對準後固定。
平衡台和固定鋁片的轉子都準備好後,把轉子放在平衡台上。它一定會不穩定無法平衡。如果它一放上去就平衡,不是您太走運就是您的翼片製作技術太厲害了。當不平衡發生之後,用水平儀檢查傾斜的情形。小心的將水平儀的中心點和鋁片上的中心點對準後,看看往哪個方向傾斜。在傾斜的反方向加鉛片以增加重量直到兩旁重量相等。水平儀校準一定要南北及東西方向的平衡都要做,才可取得整個風車轉子真正的平衡。
翼片製作是風車製作過程中能讓您覺得最爽的一部份吧!同時翼片和您一樣也是最容易讓您心碎讓它破碎的部份。使用簡單的手工具就可以搞定風車,當然您有高科技工具也會讓您成就感十足。除了簡單的手工具之外,您需要耐心、毅力和熱情,不要忘了腦子可是要冷靜的。高科技或電動工具讓您做的快些,但是您需要具備現代電腦科技的虛擬實境的造諧,和相對更高的機械安全要求。說實在的,做好風車葉片轉子之後,要找一顆門當戶對的發電機才是傷透腦筋的時刻。
Are you ready to be brain damaged!!
吳了有云:人的耐性是磨出來的!!不信磨組風車翼片試試!!
吳了又云:磨翼片是耐性!!在磨的過程您一定會想起您的情人!!
吳了再云:風車葉片 + 發電機!! 人類捉狂的最佳促進劑!!
沒有留言:
張貼留言